
钛合金弧面钻孔,总是容易打偏怎么办?
文章出处:NAKANISHI高速主轴一级代理商
人气:-发表时间:2025-01-11 14:03:00
钛合金弧面钻孔,总是容易打偏怎么办?
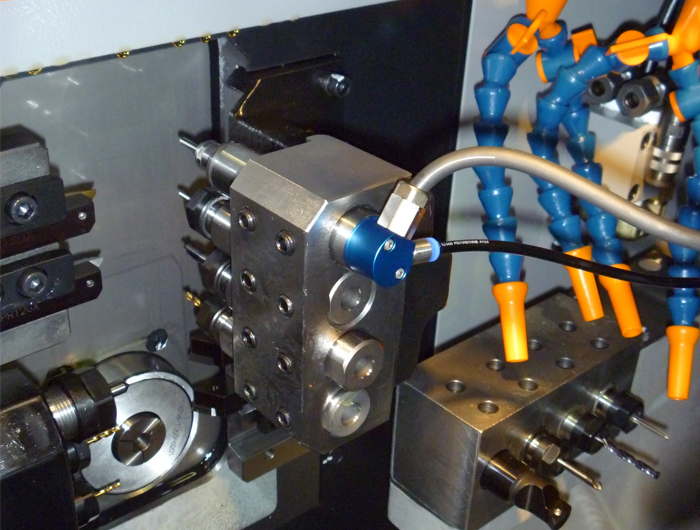
钛合金弧面钻微孔,总是容易打偏怎么办?可以在工件上配一个导向套,把刀具扶正,然后用我们MSIY-40电主轴去加工,最好是配两支主轴,一个定点,一个钻孔,这样才能保证弧面钻孔的同心度。

在现场中,通常有很多类似于这种圆柱型的工件需要钻孔,这种工件的钻孔是有一定难度的,不仅需要对工件进行固定,还是对加工主轴的进行固定。


MSIY-4020电主轴是一款大扭矩电主轴,外径40mm,转速高达2万转,旋转跳动精度1μm以内,功率600W,对于钛合金或者钢件都是可以加工的,可夹持7mm以内刀具柄径。
此文关键字:弧面钻孔 钛合金钻孔 圆柱钻孔



同类文章排行
- 钛合金弧面钻孔,总是容易打偏怎么办?
- 喷嘴钻0.24X5mm的孔,加装中西电主轴NR-3060S
- 加工中心主轴撞机了?用中西主轴进行锥度研磨
- 钻斜孔φ1.5X4mm,加装中西高精密主轴NR-3060S
- 铸铁壳体打磨抛光,机械臂加装MSIY自动换刀浮动主轴
- 压铸铝去合模线方案:机械臂加装MSIY-40浮动主轴
- 外螺纹毛刺去除:机器人末端加装MSIY-3316电主轴
- 注塑件水口切割新技术,三轴坐标机加装msiy-40电主轴
- 加工中心高精密内孔研磨,加装中西HES810增速刀柄
- 铝合金航空件铣削,用中西高刚性主轴BMS-4040-RGD
最新资讯文章
您的浏览历史
